


電子煙線路板之高層線路板的關鍵在哪一道工序
高層線路板一般定義為10層——20層或以上的高多層線路板,比傳統的多層線路板加工難度大,其品質可靠性要求高,主要應用于通訊設備、高端服務器、醫療電子、航空、工控、軍事等領域。近幾年來,應用通訊、基站、航空、軍事等領域的高層板市場需求仍然強勁,而隨著中國電信設備市場的快速發展,高層板市場前景被看好。
目前國內能批量生產電子煙線路板的PCB廠商,主要來自于外資企業或少數內資企業。高層線路板的生產不僅需要較高的技術和設備投入,更需要技術人員和生產人員的經驗積累,同時導入高層板客戶認證手續嚴格且繁瑣,因此高層線路板進入企業門檻較高,實現產業化生產周期較長。PCB平均層數已經成為衡量PCB企業技術水平和產品結構的重要技術指標。本文簡述了高層線路板在生產中遇到的主要加工難點,介紹了高層線路板關鍵生產工序的控制要點,供大家參考。
一、主要制作難點
對比常規線路板產品特點,高層線路板具有板件更厚、層數更多、線路和過孔更密集、單元尺寸更大、介質層更薄等特性,內層空間、層間對準度、阻抗控制以及可靠性要求更為嚴格。
1.1 層間對準度難點
由于高層板層數多,客戶設計端對PCB各層的對準度要求越來越嚴格,通常層間對位公差控制±75μm,考慮高層板單元尺寸設計較大、圖形轉移車間環境溫濕度,以及不同芯板層漲縮不一致性帶來的錯位疊加、層間定位方式等因素,使得高層板的層間對準度控制難度更大。
1.2 內層線路制作難點
高層板采用高TG、高速、高頻、厚銅、薄介質層等特殊材料,對內層線路制作及圖形尺寸控制提出高要求,如阻抗信號傳輸的完整性,增加了內層線路制作難度。線寬線距小,開短路增多,微短增多,合格率低;細密線路信號層較多,內層AOI漏檢的幾率加大;內層芯板厚度較薄,容易褶皺導致曝光不良,蝕刻過機時容易卷板;高層板大多數為系統板,單元尺寸較大,在成品報廢的代價相對高。
1.3 壓合制作難點
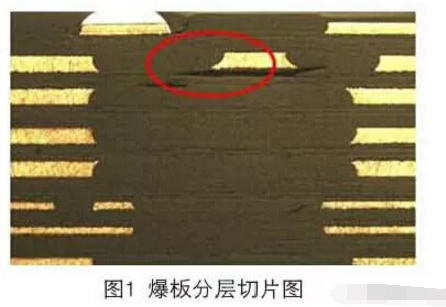
多張內層芯板和半固化片疊加,壓合生產時容易產生滑板、分層、樹脂空洞和氣泡殘留等缺陷。在設計疊層結構時,需充分考慮材料的耐熱性、耐電壓、填膠量以及介質厚度,并設定合理的高層板壓合程式。層數多,漲縮量控制及尺寸系數補償量無法保持一致性;層間絕緣層薄,容易導致層間可靠性測試失效問題。圖1是熱應力測試后出現爆板分層的缺陷圖。
1.4 鉆孔制作難點
采用高TG、高速、高頻、厚銅類特殊板材,增加了鉆孔粗糙度、鉆孔毛刺和去鉆污的難度。層數多,累計總銅厚和板厚,鉆孔易斷刀;密集BGA多,窄孔壁間距導致的CAF失效問題;因板厚容易導致斜鉆問題。
二、 關鍵生產工序控制
2.1 材料選擇
隨著電子元器件高性能化、多功能化的方向發展,同時帶來高頻、高速發展的信號傳輸,因此要求電子電路材料的介電常數和介電損耗比較低,以及低CTE、低吸水率和更好的高性能覆銅板材料,以滿足高層板的加工和可靠性要求。常用的板材供應商主要有A系列、B系列、C系列、D系列,這四種內層基板的主要特性對比,見表1。對于高層厚銅線路板選用高樹脂含量的半固化片,層間半固化片的流膠量足以將內層圖形填充滿,絕緣介質層太厚易出現成品板超厚,反之絕緣介質層偏薄,則易造成介質分層、高壓測試失效等品質問題,因此對絕緣介質材料的選擇極為重要。
2.2 壓合疊層結構設計
在疊層結構設計中考慮的主要因素是材料的耐熱性、耐電壓、填膠量以及介質層厚度等,應遵循以下主要原則。
(1) 半固化片與芯板廠商必須保持一致。為保證PCB可靠性,所有層半固化片避免使用單張1080或106半固化片(客戶有特殊要求除外),客戶無介質厚度要求時,各層間介質厚度必須按IPC-A-600G保證≥0.09mm。
(2) 當客戶要求高TG板材時,芯板和半固化片都要用相應的高TG材料。
(3) 內層基板3OZ或以上,選用高樹脂含量的半固化片,如1080R/C65%、1080HR/C 68%、106R/C 73%、106HR/C76% ;但盡量避免全部使用106 高膠半固化片的結構設計,以防止多張106半固化片疊合,因玻纖紗太細,玻纖紗在大基材區塌陷而影響尺寸穩定性和爆板分層。
(4) 若客戶無特別要求,層間介質層厚度公差一般按+/-10%控制,對于阻抗板,介質厚度公差按IPC-4101 C/M級公差控制,若阻抗影響因素與基材厚度有關,則板材公差也必須按IPC-4101 C/M級公差。
2.3 層間對準度控制
內層芯板尺寸補償的精確度和生產尺寸控制,需要通過一定的時間在生產中所收集的數據與歷史數據經驗,對高層板的各層圖形尺寸進行精確補償,確保各層芯板漲縮一致性。選擇高精度、高可靠的壓合前層間定位方式,如四槽定位(Pin LAM)、熱熔與鉚釘結合。設定合適的壓合工藝程序和對壓機日常維護是確保壓合品質的關鍵,控制壓合流膠和冷卻效果,減少層間錯位問題。層間對準度控制需要從內層補償值、壓合定位方式、壓合工藝參數、材料特性等因素綜合考量。
2.4 內層線路工藝
由于傳統曝光機的解析能力在50μm左右,對于高層板生產制作,可以引進激光直接成像機(LDI),提高圖形解析能力,解析能力達到20μm左右。傳統曝光機對位精度在±25μm,層間對位精度大于50μm。采用高精度對位曝光機,圖形對位精度可以提高到15μm左右,層間對位精度控制30μm以內,減少了傳統設備的對位偏差,提高了高層板的層間對位精度。
為了提高線路蝕刻能力,需要在工程設計上對線路的寬度和焊盤(或焊環)給予適當的補償外,還需對特殊圖形,如回型線路、獨立線路等補償量做更詳細的設計考慮。確認內層線寬、線距、隔離環大小、獨立線、孔到線距離設計補償是否合理,否則更改工程設計。有阻抗、感抗設計要求注意獨立線、阻抗線設計補償是否足夠,蝕刻時控制好參數,首件確認合格后方可批量生產。為減少蝕刻側蝕,需對蝕刻液的各組藥水成分控制在最佳范圍內。傳統的蝕刻線設備蝕刻能力不足,可以對設備進行技術改造或導入高精密蝕刻線設備,提高蝕刻均勻性,減少蝕刻毛邊、蝕刻不凈等問題。
2.5 壓合工藝
目前壓合前層間定位方式主要包括:四槽定位(Pin LAM)、熱熔、鉚釘、熱熔與鉚釘結合,不同產品結構采用不同的定位方式。對于高層板采用四槽定位方式(Pin LAM),或使用熔合+鉚合方式制作,OPE沖孔機沖出定位孔,沖孔精度控制在±25μm。熔合時調機制作首板需采用X-RAY檢查層偏,層偏合格方可制作批量,批量生產時需檢查每塊板是否熔入單元,以防止后續分層,壓合設備采用高性能配套壓機,滿足高層板的層間對位精度和可靠性。
根據高層板疊層結構及使用的材料,研究合適的壓合程序,設定最佳的升溫速率和曲線,在常規的多層線路板壓合程序上,適當降低壓合板料升溫速率,延長高溫固化時間,使樹脂充分流動、固化,同時避免壓合過程中滑板、層間錯位等問題。材料TG值不一樣的板,不能同爐排板;普通參數的板不可與特殊參數的板混壓;保證漲縮系數給定合理性,不同板材及半固化片的性能不一,需采用相應的板材半固化片參數壓合,從未使用過的特殊材料需要驗證工藝參數。
2.6 鉆孔工藝
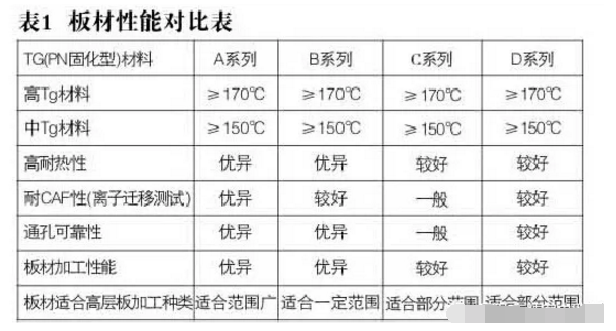
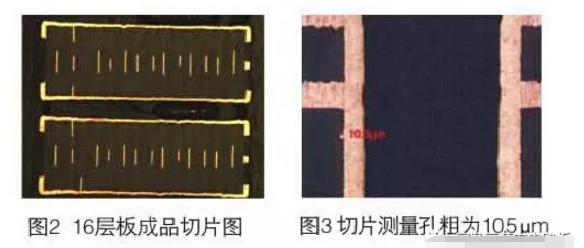
由于各層疊加導致板件和銅層超厚,對鉆頭磨損嚴重,容易折斷鉆刀,對于孔數、落速和轉速適當的下調。精確測量板的漲縮,提供精確的系數;層數≥14層、孔徑≤0.2mm或孔到線距離≤0.175mm,采用孔位精度≤0.025mm 的鉆機生產;直徑φ4.0mm以上孔徑采用分步鉆孔,厚徑比12:1采用分步鉆,正反鉆孔方法生產;控制鉆孔披鋒及孔粗,高層板盡量采用全新鉆刀或磨1鉆刀鉆孔,孔粗控制25um以內。為改善高層厚銅板的鉆孔毛刺問題,經批量驗證,使用高密度墊板,疊板數量為一塊,鉆頭磨次控制在3次以內,可有效改善鉆孔毛刺,如圖2、圖3所示。
對于高頻、高速、海量數據傳輸用的高層板,背鉆技術是改善信號完整有效的方法。背鉆主要控制殘留stub長度,兩次鉆孔的孔位一致性以及孔內銅絲等。不是所有的鉆孔機設備具有背鉆功能,必須對鉆孔機設備進行技術升級(具備背鉆功能),或購買具有背鉆功能的鉆孔機。從行業相關文獻和成熟量產應用的背鉆技術主要包括:傳統控深背鉆方法、內層為信號反饋層背鉆、按板厚比例計算深度背鉆,在此不重復敘述。
三、可靠性測試
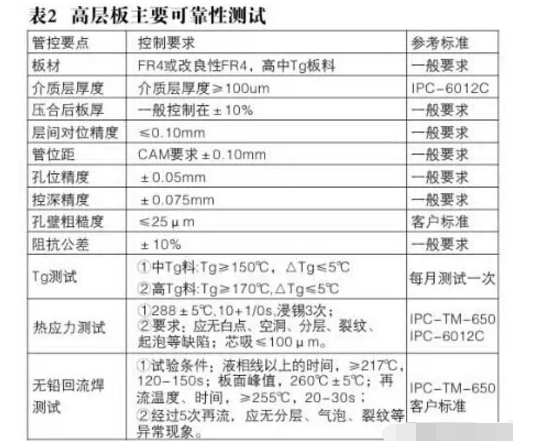
高層線路板一般為系統板,比常規多層板厚、更重、單元尺寸更大,相應的熱容也較大,在焊接時,需要的熱量更多,所經歷的焊接高溫時間要長。在217℃(錫銀銅焊料熔點)需50秒至90秒,同時高層板冷卻速度相對慢,因此過回流焊測試的時間延長,并結合IPC-6012C、 IPC-TM-650標準以及行業要求,對高層板的主要可靠性測試,如表2所述。
| 我要評論: | |
| 內 容: |
(內容最多500個漢字,1000個字符) |
| 驗證碼: | 看不清?! |
相關資訊




最新產品
同類文章排行
- 汽車無線充電PCB廠之開PCB廠還賺錢嗎?
- 線路板廠之高速PCB的特殊之處!
- 5G線路板廠講PCB行業的冬天,如何實現上千萬的利潤?
- 2022年NTI-100全球百強PCB企業排行榜新鮮出爐!
- 你知道電路板廠都有哪些部門嗎?
- PCB成本計算方法
- 5G天線PCB廠講有電動車的注意了! 明天起這些新規將實施,最高可罰5000元!
- 5G天線PCB廠講微波天線PCB板的機遇
- 電池線路板廠之共建“一帶一路”十周年!這些成就很亮眼
- 汽車無線充電PCB廠之小米為電動汽車無線充電概念申請專利
最新資訊文章
您的瀏覽歷史


共有-條評論【我要評論】